標準的な金型では成形品は可動側に残り、突き出し機構で成形品を取り出します。しかし様々な要因が重なることで問題が起こります。代表的な問題やその解決方法について4つのパートで紹介していきます。
- 押出ピン配置と白化に対する配慮
- 直押コアへの貼り付き防止構造
- 製品端末に位置する直押コアのリブ抜き勾配
- 製品の収縮方向と押出ピン・直押コアの配置
一、押出ピン配置と白化に対する配慮
様々な突き出し機構の中でも丸押出ピンが最も安価で、通常の金型で多用されます。
離型抵抗の大きい箇所や剛性の低い場所等を無理に突き出そうとすると、成形品のその部分が丸ピンのリング状に白く変色してしまいます。このことを白化といい成形不良となってしまいます。PP系の材料はその剛性の低さゆえに特にその傾向が強いです。
成形サイドでも必要以上に保圧をかけない、冷却時間を長くする等の対策が取られますが、トライ結果でどうしても白化が止まらない箇所は押出ピンを追加したり直押コアを設定したりする追加工が必要になります。
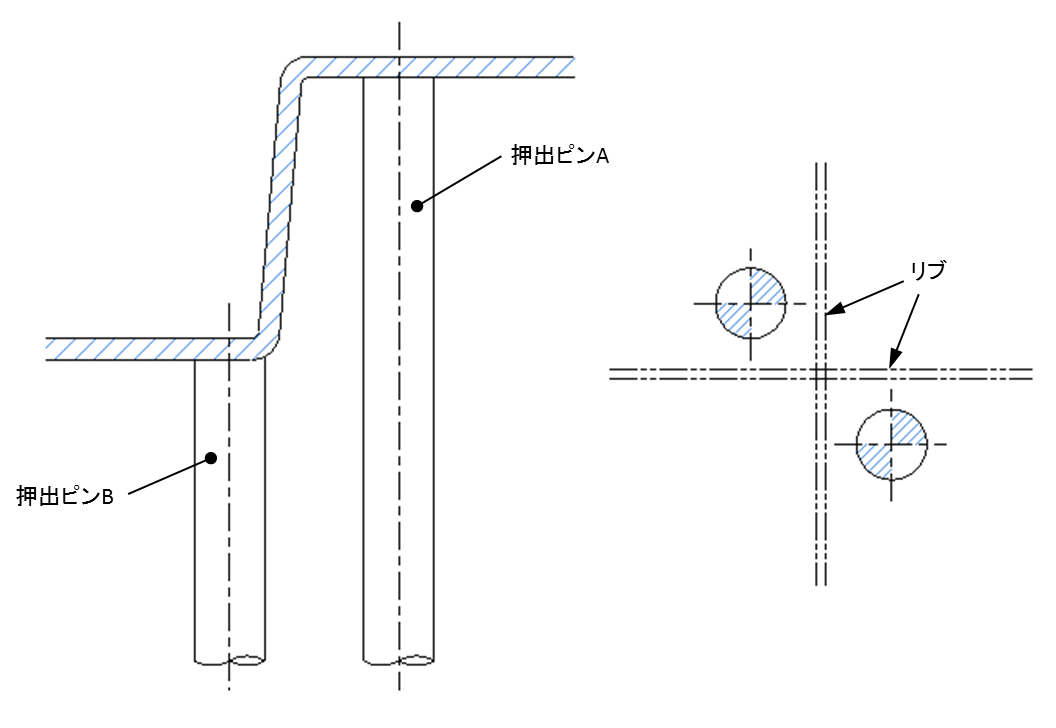
左図のような断面の場合、AのピンよりもBのピンの方が成形品の剛性が高く白化対策として有利です。また、右図のようなリブが交差するような平面視の場合、その交差点に対し対角にピンを配置すると突出しバランスが良くなり、白化を起き難くする効果があるでしょう。突き出し全体のバランスも考えなければなりませんが、成形品の剛性のある場所を選ぶ、白化の起こりにくい配置をするというイメージ力が大切です。
製品意匠面側に割線が出ることは避けられません。また、可動型から飛び出て来るいかなる構造(押出ピン・直押出コア・傾斜コア・倒れコア等とその作動範囲)とも平面的にラップしてはいけません。
二、直押コアへの貼り付き防止構造
深さのある十字リブ等はショートショットを起こしやすい上に大変に離型が悪く、通常の丸ピンだけでは白化してしまう危険もあります。そのため直押コアや角の押出ピンは必須となります。さらに突き出し後もそのリブが直押コアに喰い付いてしまい、取出機での離型が困難になってしまう場合があります。
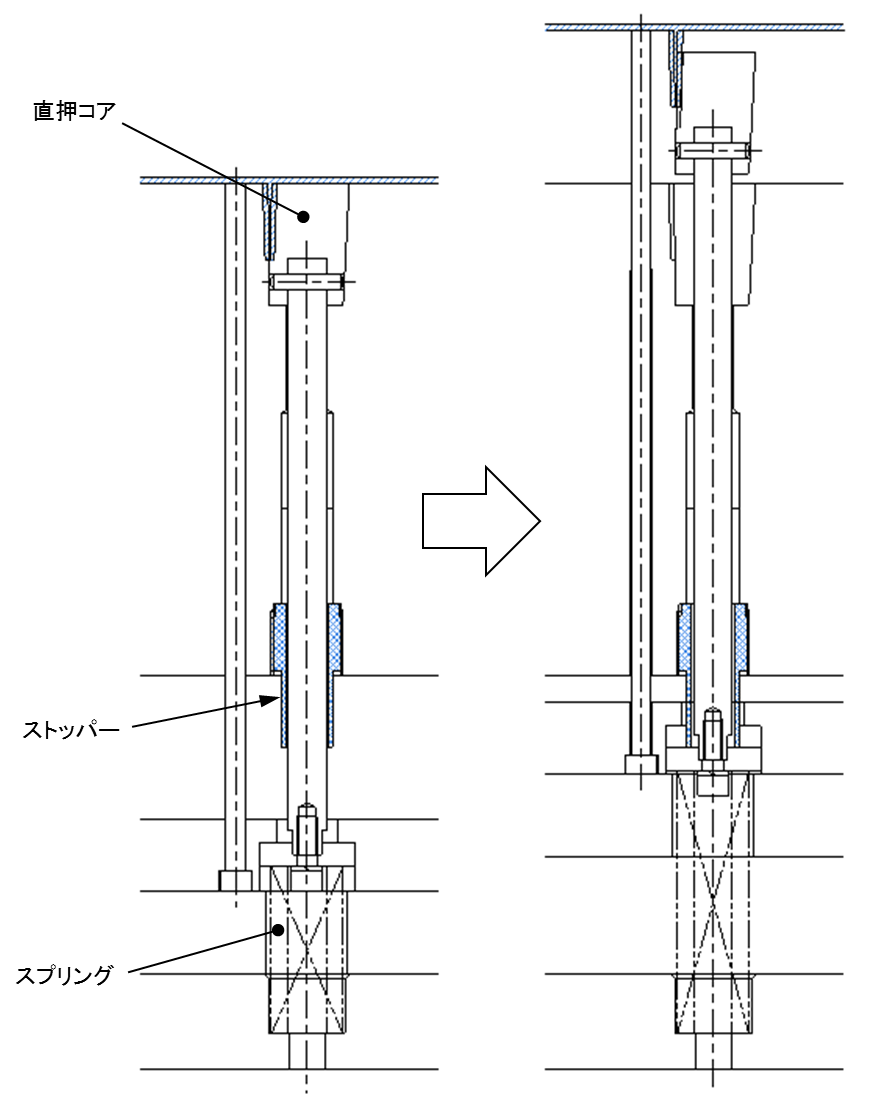
この機構ではスプリングの力によりある一定ストロークを突き出した時、可動主型の裏にねじ込んだストッパーで直押コアの動きを止めています。直押コアのすぐ際に押出ピンを配置し、直押コアからリブを離型させます。直押コアは製品収縮方向とは反対方向に配置する事が望ましいです。またこのスプリングは押出板の戻しスプリングに対し反力となるので注意が必要です。
三、製品端末に位置する直押コアのリブ抜き勾配
収縮の大きい製品端末寄りに直押コアを配置し、そのコアにリブ形状を彫込む場合、リブの抜き勾配の付け方に一工夫が必要になります。
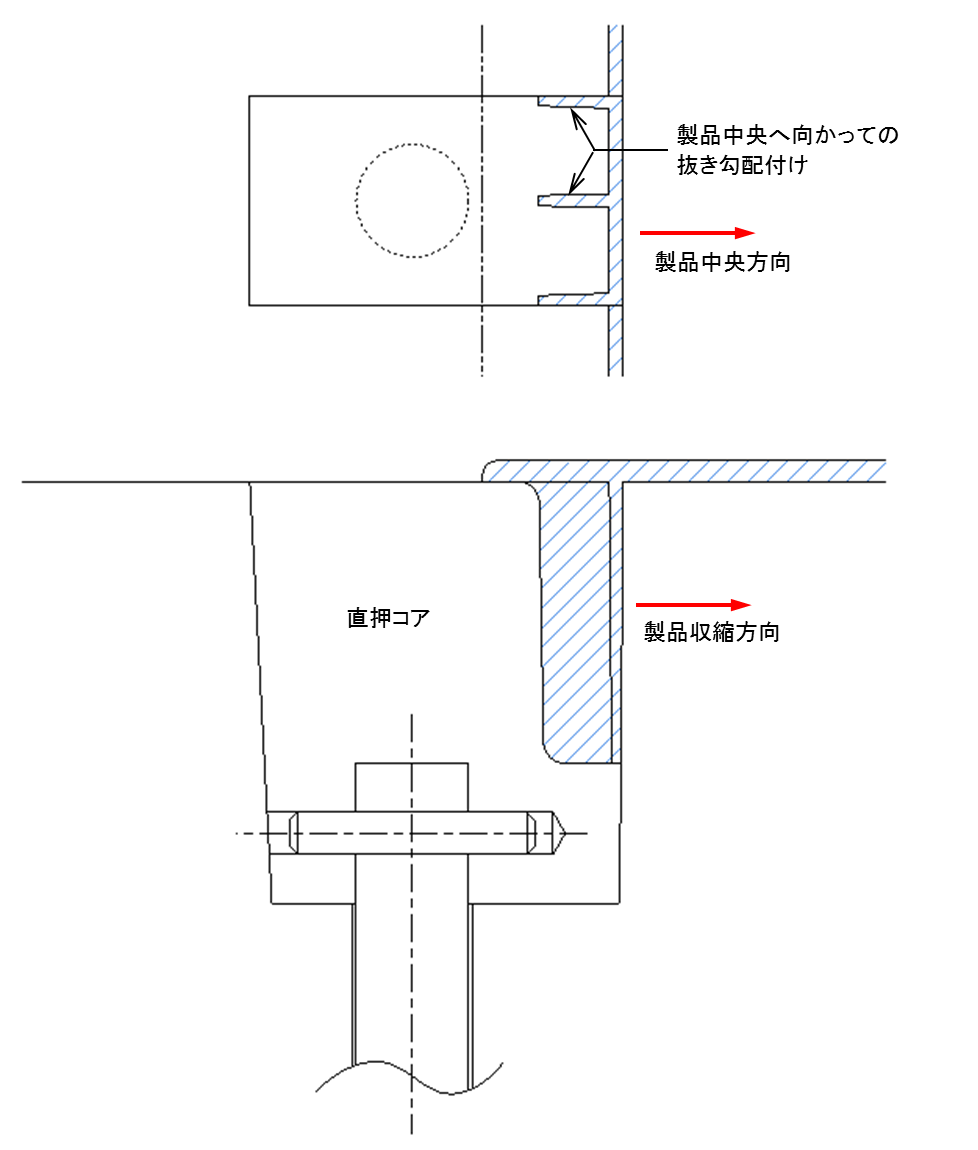
上図のような直押コアが製品の両端末にある場合、リブがコアから離型するために抜き方向(型開き方向)に勾配を付けるのは当然のことですが、見落とされやすいのは製品収縮方向(製品中央方向)の抜き勾配です。製品収縮は概ね製品中心方向に向かって起こりますが、その方向に勾配がないと両端の直押コアを製品が中央に向かって引っ張る形で抱き付く場合があります。製品の収縮は脱型直後から既に始まっているのです。
四、製品の収縮方向と押出ピン・直押コアの配置
突き出し機構を配置して行く際、丸ピンならば製品形状に剛性があり白化の起こりにくい場所を選びます。深めのリブがあればガス抜きを兼ねて直押コアや角の押出ピンを配置していくことになります。ただし1箇所ずつの製品形状にとらわれ過ぎて全体を見渡す事を忘れてはいけません。
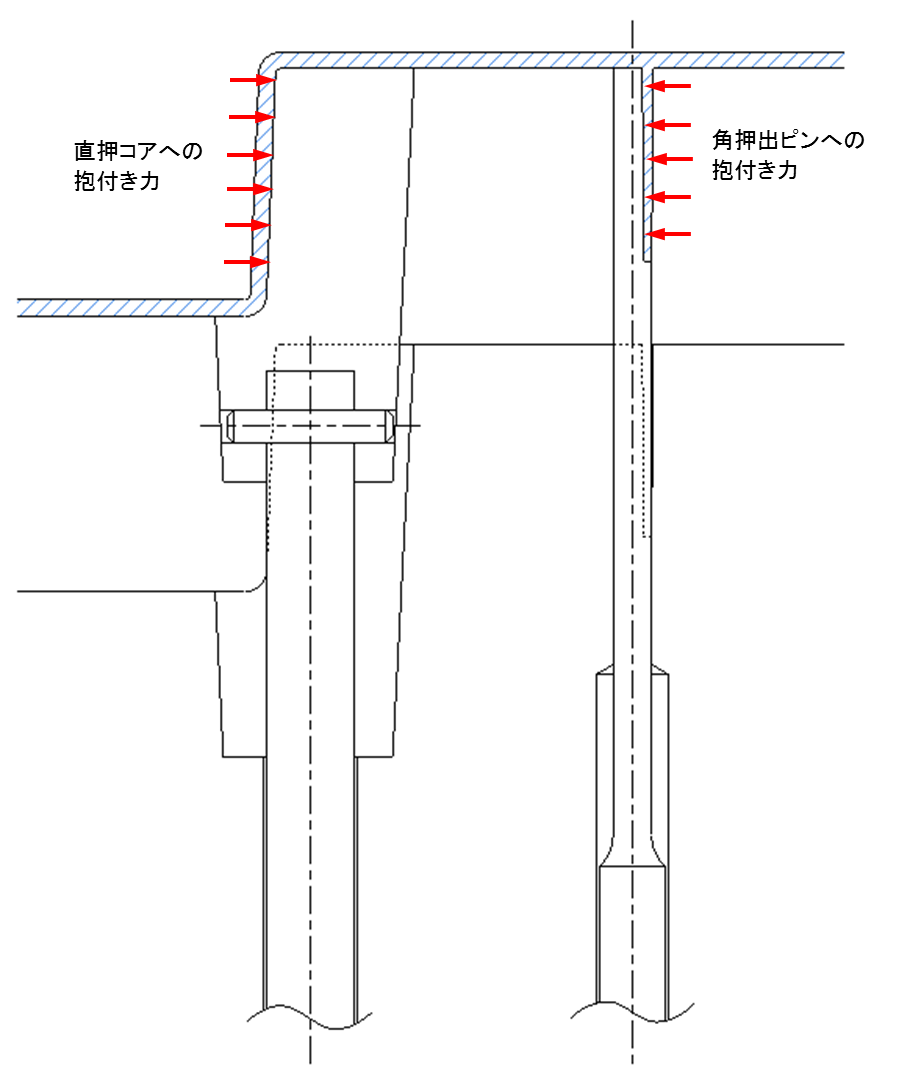
上図のような抱き付きが懸念される突出し機構の配置頻度が上がるにつれ、意匠形状の肉裏やリブ等が突出し機構に収縮で抱き付いてしまいます。こういったことにより成形機の取出機での離型が困難になってしまいます。極力、製品収縮方向とは反対側(製品中央に対し外側方向)へ配置していくことが望ましいです。
外側へ配置されていればそれだけ収縮により直押コア等からの脱型が容易となります。製品の収縮は脱型直後から既に始まっているのです。突出し機構全体を見渡すバランス感覚が大切です。
以上、第十三巻『成形品の突き出し機構』でした。
成形品の突き出しによる問題は不良品に直結する問題が多いので注意が必要ですね。
さて次巻も突き出しに関する内容を紹介していきますので、楽しみにお待ちください。